
Plasma Cutting vs. Other Cutting Methods
Pros, Cons, and When to Use Each
At General Machine, we cut a lot of steel. And not all cutting methods are created equal. Our Koike PlateProXHD gives us the best of both worlds: high-definition plasma cutting for speed and precision, and oxy-fuel (flame) cutting for thick plate work.
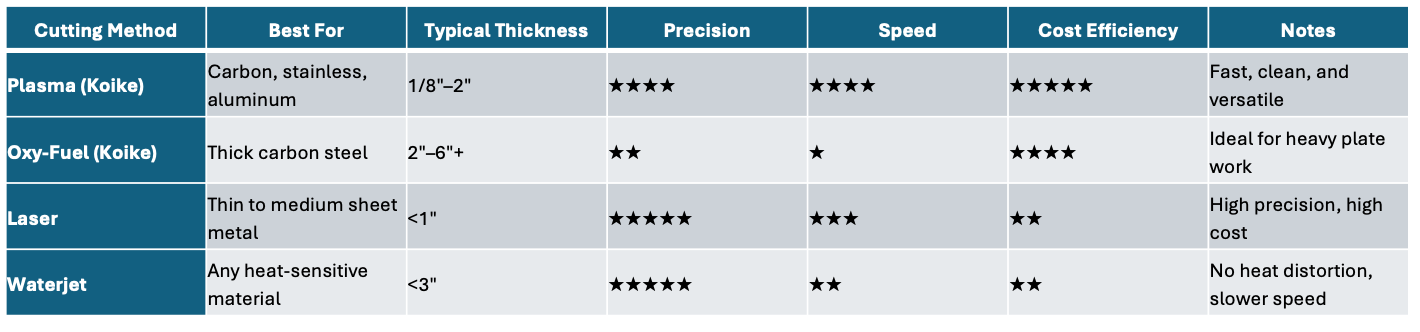
Each cutting method - plasma, laser, waterjet, and oxy-fuel - has its own sweet spot. The trick is knowing when to use which. Here’s how they compare, and how we apply them in our shop:
1. Plasma Cutting: Fast, Accurate, and Versatile
How it works:
Plasma cutting uses an electrically charged gas to melt and blow away metal, creating a clean, controlled cut. Our Koike PlateProXHD delivers CNC precision with enough power to handle everything from thin sheet to 2-inch plate.
Best for:
Carbon steel, stainless, and aluminum in the 1/8"–2" range.
Pros:
• Fast cutting speeds on medium and thick materials
• Clean, consistent edges with minimal dross
• No preheating required
• Cost-effective versus laser or waterjet
Cons:
• Slightly wider kerf (cut width) than laser
• Heat-affected zone (HAZ) can affect thin parts
• Less ideal for fine or decorative detail
When we use it at General Machine:
Our plasma table handles the bulk of our fabrication and plate cutting: e.g. base plates, brackets, frames, gussets, and flanges. It gives us an ideal balance of speed, accuracy, and economy, and it integrates seamlessly with downstream machining and welding.
2. Oxy-Fuel (Flame) Cutting: Strength and Simplicity
How it works:
Oxy-fuel, or “flame cutting,” uses oxygen and fuel gas to oxidize and cut through thick steel. On our Koike PlateProXHD, we switch between plasma and oxy-fuel heads depending on material and thickness.
Best for:
Thick carbon steel, typically 2" to 6" (and beyond).
Pros:
• Cuts extremely thick plate cleanly
• Lower equipment cost
• Ideal for heavy structural steel
• Can be used manually or CNC-controlled
Cons:
• Only works on carbon steel (not stainless or aluminum)
• Slower cutting speed
• More cleanup required on the cut edge
When we use it:
We use flame cutting for heavy plate work: parts like bearing housings, base frames, and large flanges where strength and thickness matter more than cosmetic finish. It’s a classic process, but paired with modern CNC control, it’s still highly effective.
3. Laser Cutting: Precision at a Premium
How it works:
A focused laser beam melts or vaporizes material with pinpoint accuracy.
Best for:
Thin to medium sheet metal (<1”) that requires clean edges and tight tolerances.
Pros:
• Excellent edge finish, often weld-ready
• High precision and repeatability
• Minimal heat distortion
Cons:
Slower on thick material
Expensive equipment and maintenance
Limited performance on reflective materials like aluminum
When to choose laser:
If your job involves fine(r) detail work, intricate profiles, or components that must fit together with zero gap, laser cutting excels — though at a higher cost per inch.
4. Waterjet Cutting: Clean, Cold, and Universal
How it works:
A high-pressure jet of water mixed with abrasive cuts the material with no heat or distortion.
Best for:
Heat-sensitive materials or multi-material parts: stainless, aluminum, composites, copper, and even stone or glass.
Pros:
No heat-affected zone (HAZ)
Extremely accurate and smooth edge finish
Works on nearly any material
Cons:
Slower and more expensive
Consumables (abrasive, nozzles) add cost
Edges may require minor finishing
When to choose waterjet:
Waterjet is ideal for prototype work, precision fixtures, or specialty materials where you can’t risk heat or distortion. But for standard steel plate, plasma or flame cutting delivers better throughput and lower cost.
Putting It All Together: Choosing the Right Method
How We Decide at General Machine
Every project starts with three questions:
1. What’s the material and thickness?
(Plasma for plate, oxy-fuel for thick carbon, laser for sheet.)
2. What’s the end use?
(Welded assembly, precision fit, or prototype?)
3. What’s the balance between cost, speed, and quality?
(A waterjet edge is beautiful — but not every job needs it.)
With our Koike PlateProXHD, we can switch between plasma and flame cutting as needed, giving us the flexibility to handle everything from ¼-inch plate to 6-inch steel, all on one machine. That capability lets us keep work in-house, shorten lead times, and deliver exactly what our customers need.
In Summary
If you want:
Speed and versatility → Plasma
Tight tolerances and clean edges → Laser
No heat and ultra-precision → Waterjet
Thick plate and simple reliability → Oxy-Fuel (Flame)
At General Machine, our Koike PlateProXHD combines plasma and flame cutting in one system — giving us the ability to tackle any job, from fine fabrication to heavy industrial steel work. Whether you need precision or power, we’ve got both on the same table.
Sidebar:
Inside Our Koike PlateProXHD
Machine type: CNC-controlled plasma and oxy-fuel cutting system
Table size: 8' × 26'
Plasma capacity: Up to 2" carbon, 1-5/8’’ stainless, or 1’’ aluminum
Oxy-fuel capacity: Up to 6" carbon steel
Features:
• Dual-torch setup for quick switching between plasma and flame cutting
• Precision height control for consistent cut quality
• Integrated nesting software for optimal material utilization
• Capable of bevel cuts and part marking
At General Machine, this setup gives us the flexibility to cut, prep, and move parts directly to machining or welding, reducing turnaround time while maintaining top-tier accuracy. It’s one of the most versatile assets in our shop.
Got a Metal Fabrication Project?
Call us. Email us. Or stop by and bring donuts. We’re here to help.
©2025 General Machine Inc.